





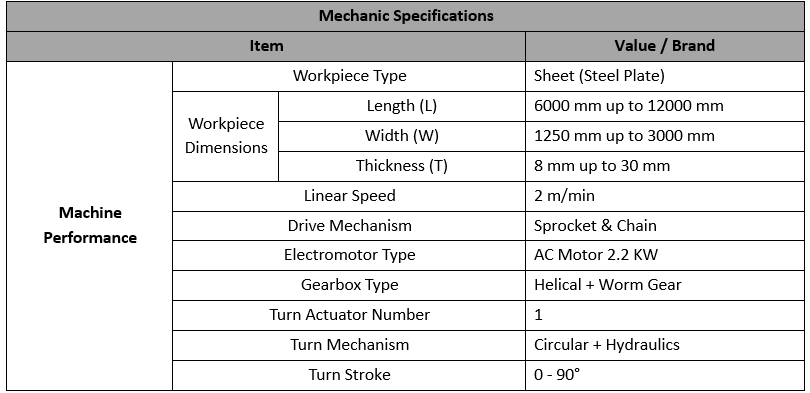
مجموعه ای از دستگاههای مختلف در قالب یک خط برای انجام عملیات شات بلاست و رنگ آمیزی ورق فولادی طراحی شده است. هدف نهایی آمادهسازی اولیه ورق به منظورقرار گیری در انبار می باشد. این خط حدود 64 متر طول و 10 متر عرض دارد و شامل بخشهای گرمکننده ورق، شات بلاست، رنگآمیزی و کوره خشککن میباشد. مکانیزم آهنربایی جهت تحویل قطعه به کانوایر های انتقال ورق طراحی و نصب شده است. یک میز کانوایر دوار به طول 12 متر جهت انتقال قطعه به سالن مجاور در نظر گرفته شده است.



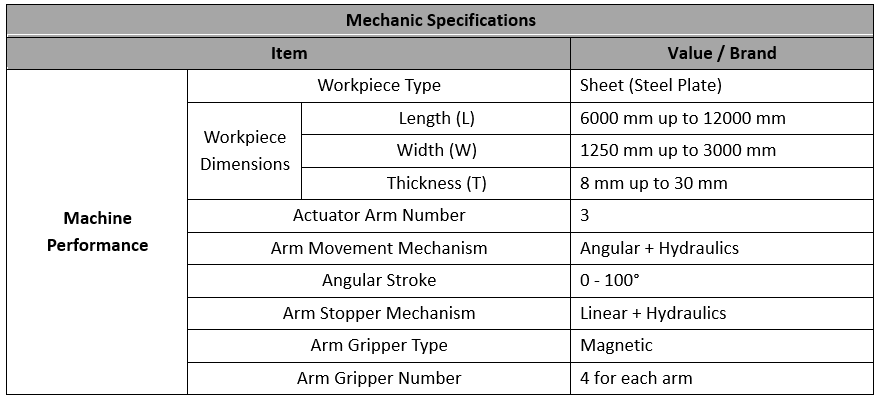
پوزیشنرهای هیدرولیکی شامل سه بازوی محرک هستند که ورق را با استفاده از گیرههای مغناطیسی نگه میدارند. در هنگام بارگذاری، این دستگاه ورق را از حالت افقی به عمودی تغییر میدهد و در موقعیت تخلیه، ورق را از حالت عمودی به افقی برمیگرداند. مدل یکی از بازوهای محرک در تصویر زیر نشان داده شده است.

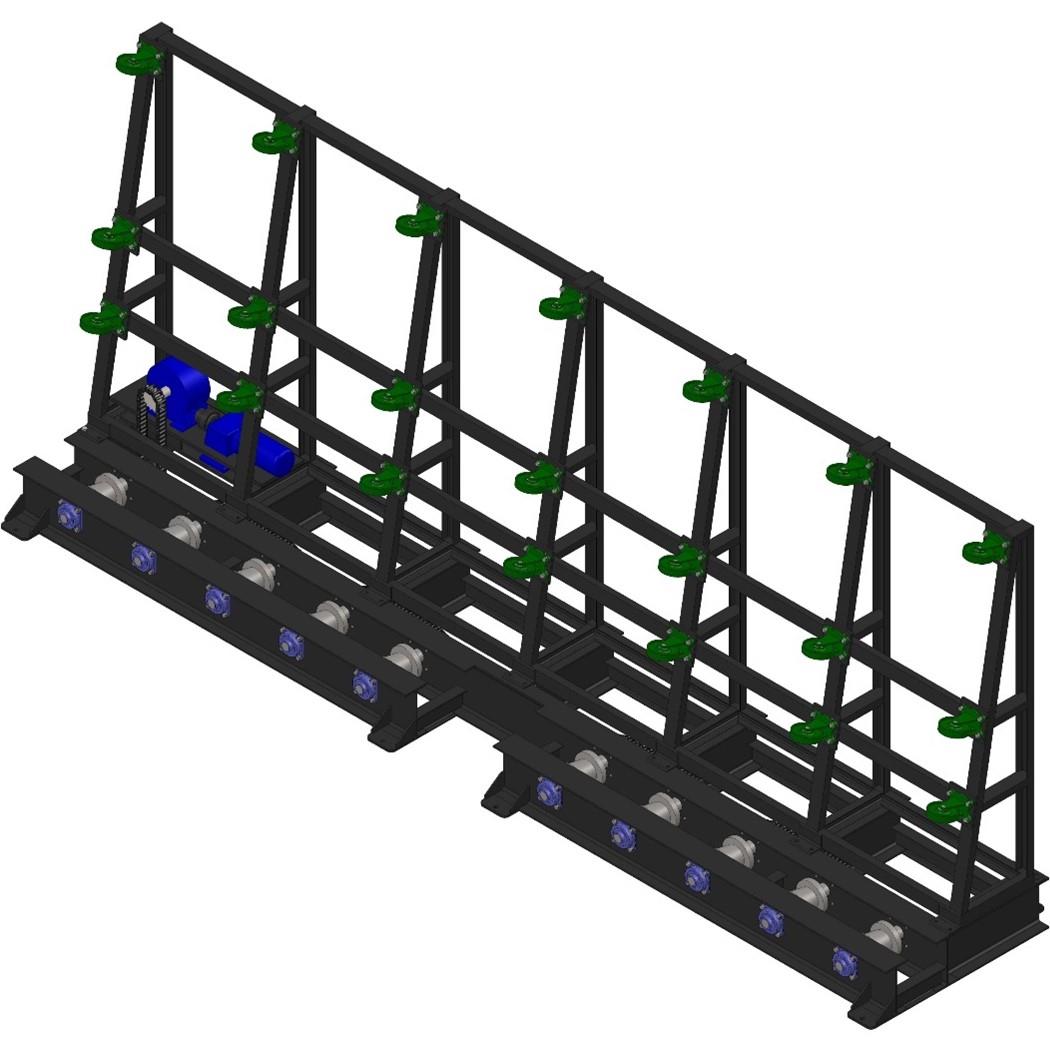
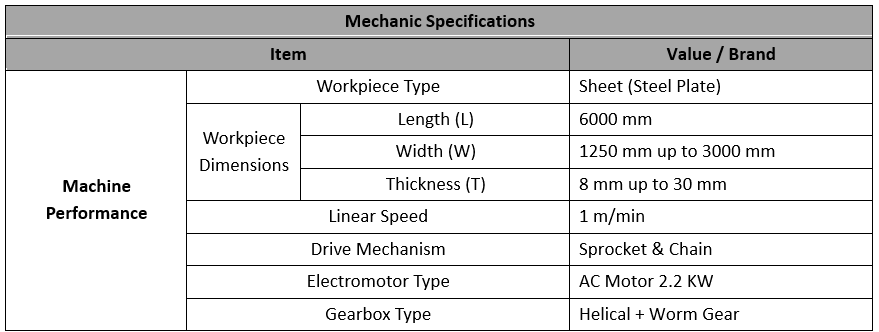
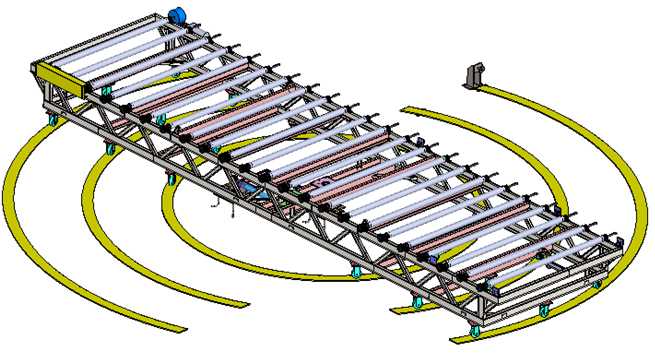
کانوایرها از یک ساختار خرپایی تشکیل شدهاند. این ساختار از چرخ های مخصوص برای کنترل موقعیت ورق عمودی استفاده میکند. چرخ های مخروطی (دوکی شکل) در قسمت پایین ورق آنرا را در امتداد خط حرکت میدهد. مدل یکی از کانوایرها در شکل زیر نشان داده شده است.
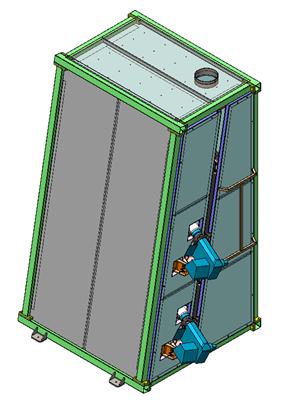
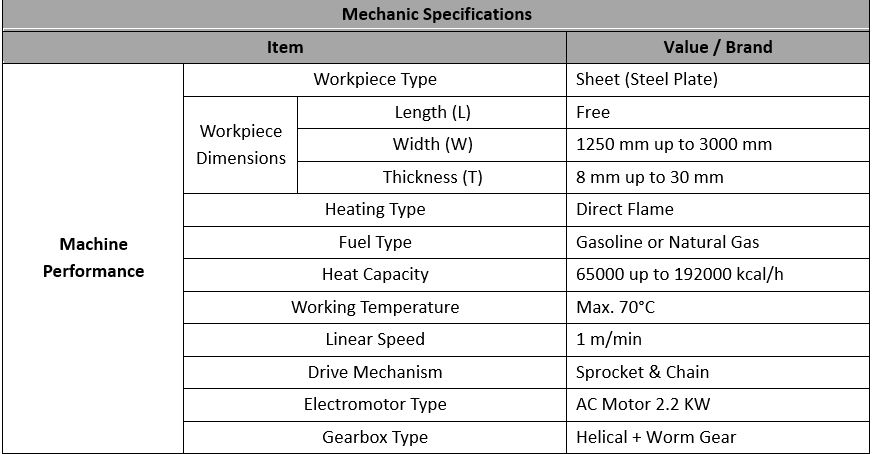
کوره پیشگرم برای گرمکردن اولیه ورق قبل از فرایند شات بلاست استفاده میشود. این کوره میتواند ورق را تا 60 درجه سلسیوس گرم کند. سطح ورق در معرض شعلههای مستقیم قرار گرفته و این امر باعث خشک شدن آن است.
5. شات بلاست
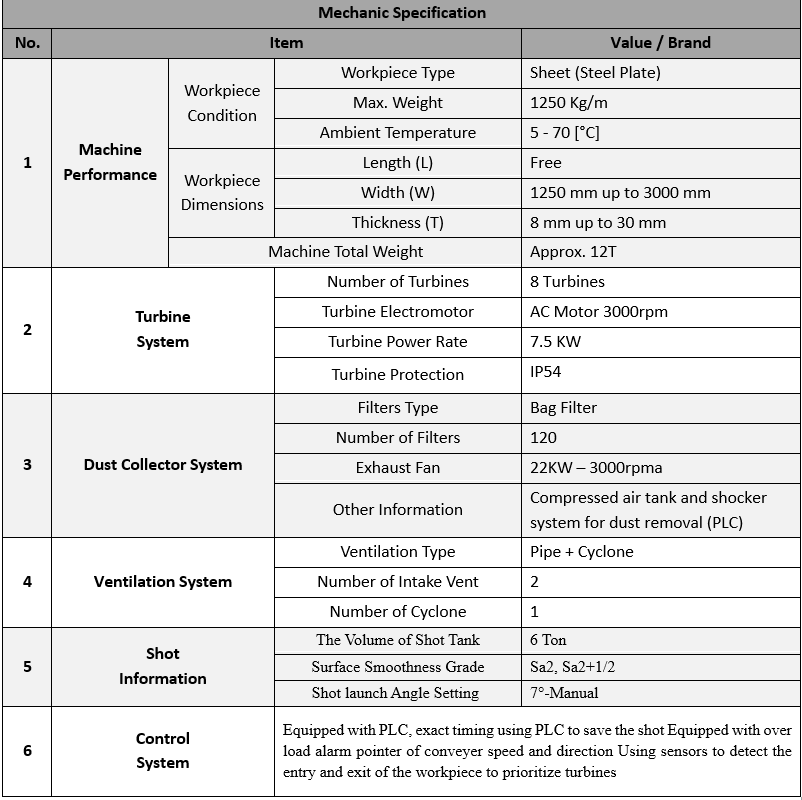
دستگاه شات بلاست شامل اجزای مختلف زیر است:
• اتاق شات
• کانوایرها
• بالابر، اسکرو ها ، مخزن شات
• سیکلون
• داست کالکتور (گردگیر)
• لولهها
• تابلو برق و داکت ها
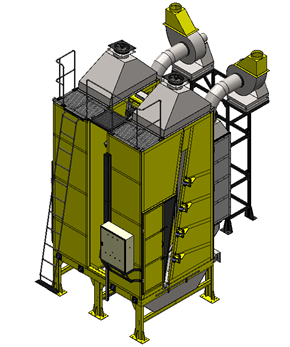
این دستگاه توانایی شات بلاست ورقهایی تا عرض 3000 میلیمتر را دارد. طراحی پیشرفته و اجزای با کیفیت بالا، عملکرد سریع و کارآمد را با نتایجی عالی امکانپذیر میکند. مهمترین ویژگی این دستگاه نرمافزار کاربر پسند آن است که کار با دستگاه را برای کاربر ساده کرده و پس از یک آموزش مختصر، کاربر میتواند به صورت موثر از این دستگاه استفاده کند. در شکل زیر یک دستگاه شات بلاست ورق عمودی که نصب و راه اندازی شده ، نشان داده شده است.
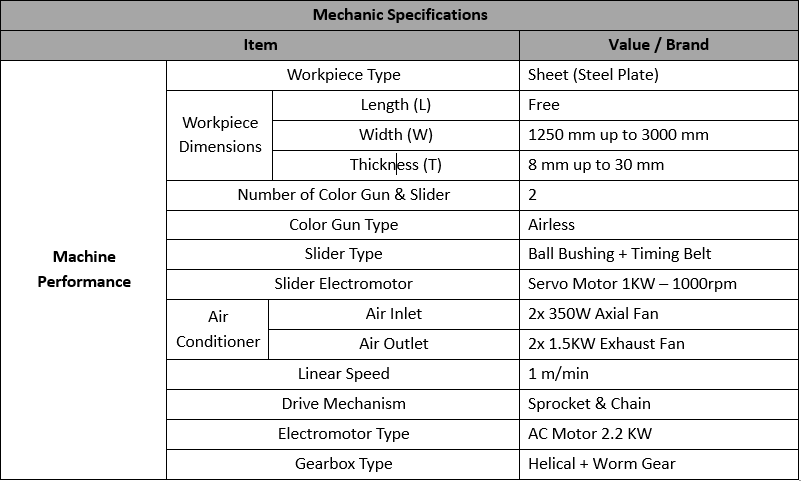
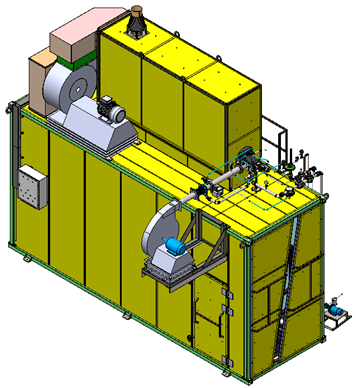
ماشین رنگآمیزی ورق فولادی برای رنگآمیزی هر دو طرف ورق استفاده میشود. نوع رنگ آستر کارگاهی میباشد. عملیات رنگآمیزی با استفاده از دو پیستوله انجام میشود که به طور همزمان و موازی در هر طرف ورق حرکت میکنند.
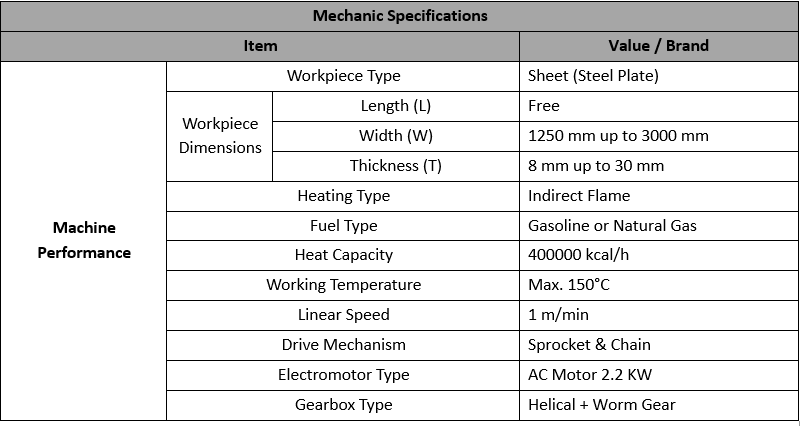
کوره اصلی برای خشککردن ورق پس از عملیات رنگآمیزی استفاده میشود. این کوره درجه حرارت را تا 150 درجه سلسیوس افزایش میدهد و عملکرد آن با شعله غیر مستقیم است.
کانوایرهای افقی شامل یک سری میز با سازههای فلزی است که کانوایرها بر روی آنها نصب شدهاند. وظیفه این خط انتقال ورقها به سالن بعدی پس از اتمام تمامی فرآیندها است. یک میز گردان که با جک هیدرولیکی حرکت می کند ورق را در انتهای خط به سالن دیگر تحویل میدهد.

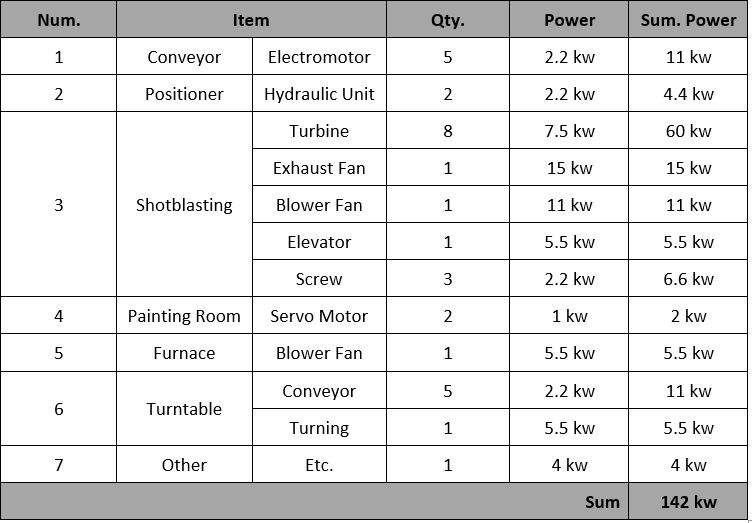
:Table of power consumption of line components


")
")
")
")
")
")
")
")